Types Of Spiral Conveyor
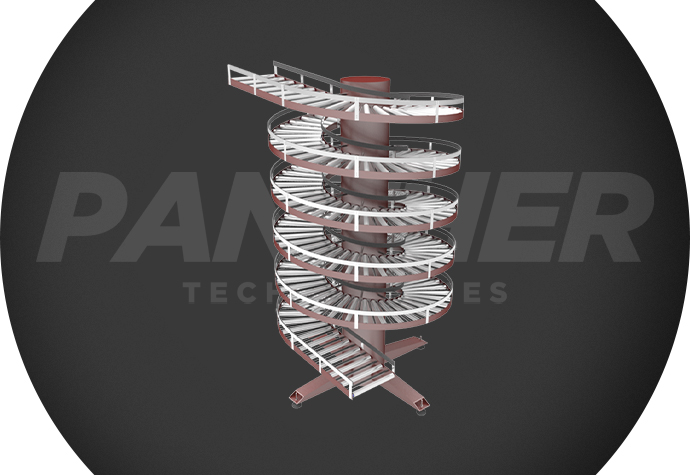
Gravity Roller Spiral Conveyor
Panther Gravity Roller Spiral Conveyor is the perfect solution for the downwards transportation of cartons, plastic crate/box and other rigid packaging items. The high-quality unpowered rollers are installed on the whole conveyor to achieve gentle transportation of product without power consumption.

Modular Belt Spiral Conveyor
Panther Spiral Conveyors are based on a new and innovative technology, offering many features and benefits. A spiral conveyor from Panther needs less floor space than conventional conveyors and are also faster and more reliable than any elevator or lift. Central to our design is the proprietary slat-type belts with rolling friction and without any sliding movements or wear-strips.

Vibrating Spiral Conveyor
Our Spiral Conveyors driven by vibrating motors are used to convey bulk materials vertically. Owing to the long, helical conveying path, they are often combined with cooling, drying, heating, or humidification processes.

Freezer Spiral Conveyor
Our spiral belt conveyors are the best solution for the processing of bulk and packed items. In panther, we design systems that have specific functions for bakery products, and for food and non-food elements. Particularly, the function of the spiral belt conveyor is about the thermal processes of : Drying, sterilizing, pasteurizing, cooling, freezing, or leavening.
 Design And Built In Great India
Design And Built In Great India